欢迎:浙江威力锻压机械有限公司







文/董铭,胡斌,张波 ·浙江威力锻压机械有限公司
锻造行业作为基础制造行业,为汽车、工程机械、航空、航天、船舶等领域提供锻件产品,具有生产量大、覆盖面广等特点。特别是汽车行业,中国现已是世界最大市场、最大生产国之一,汽车制造业的快速发展为锻造产品提供了广阔的需求空间,热模锻件在锻造行业一直作为主流产品,广泛地应用于汽车零部件。随着竞争的日益激烈,汽车工业正由高速发展转入均衡发展阶段,对汽车零部件质量的要求也越来越高。
在国外,热模锻模拟技术、虚拟设计及软件开发等方面有许多创新和亮点,基本上实现了零试模或大大减少了试模次数,以此为基础发展而来的智能化热模锻技术成熟度也较高,实际生产中可使机械性能提 高15%~30%。这项技术在欧洲、美洲和日本等汽车企业中得到了非常广泛的应用,已经通过智能化锻造生产线完成了齿轮生产从切削向近净成形(冷、热模锻)的过渡。德国 BLM 公司智能化热精锻齿轮精度已达DIN6 级,节约材料20%~30% ; 美国每年通过智能化热模锻生产线生产的挤压件数量超过了 100万件,其中80%都是汽车零件。
国内许多锻造企业为了满足汽车厂商的产品需求,不得不花巨资购买国外发达国家的生产线或先进锻造生产设备,例如多工位自动热模锻生产线、闭塞锻造用多动液压冷锻压力机、多工位自动冷锻压力机。 随主机引进的还包括与压力机配套的其他设备,如数控伺服步进梁式自动送料机、带石墨涂层装置的热模锻感应加热炉、控制冷却装置、精密断料机等。
为了改变这一现状,我国热模锻产业需要通过从装备到生产过程的全面自主研发和技术创新,实现国产替代,推动我国热模锻产业的健康发展。国内已有多家锻压机床公司对锻造智能化进行了探索及制造。智能化设备方面,如浙江锻压机床有限公司的 JS21系列数控伺服开式压力机不仅可以提高效率, 而且其运动规律可以很好地适应零件,实现了智能制 造的智能化加工编程,扬力集团的GM-315K 数控门式万能液压机,采用伺服控制技术,重复定位精度为±0.05mm。 智能化锻造系统尚处于起步阶段,国内主要有连云港杰瑞自动化有限公司智能生产线/工作站,可提供自动化整体解决方案,包括工艺路线定制、加工设备和自动化配套等,北京机电研究所有限公司可实现精密成形企业智能工厂、数字化车间整体规划等。
总体上看,国外智能化设备及系统比国内先进, 国内虽然在智能化设备上取得了一定的进步,但在智能化系统上还尚未建立完整的、大型的数据库,软件开发也处于起步阶段,与国外差距较大。顺应上述需求,需要面向特定锻造领域针对其中的智能化生产系统与服务平台中的关键问题开展相关研究。本项目目 标是搭建面向汽车热模锻行业的智能化锻造系统与开放创新服务平台,并进行应用示范,智能化锻造系统总体架构如图1所示。
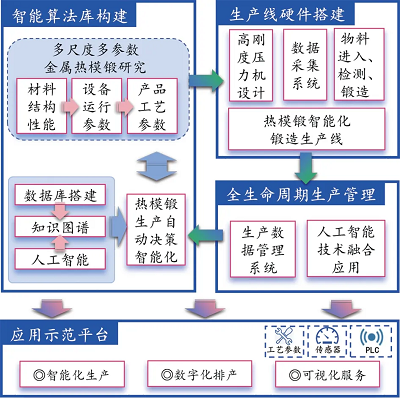
图1 智能化锻造系统总体架构
汽车热模锻行业智能化锻造系统
传统的热模锻生产方式存在一些明显的缺点:首先,过度依赖于人工操作和经验判断,导致生产效率和产品质量不稳定;其次,由于缺乏先进的监测和控制系统,难以实现对生产过程的精确控制,零件的精度和一致性难以保证;此外,设备之间的协同作业能力有限,无法实现高效地生产;最后,传统生产方式对环境的影响较大,如能源消耗高、废弃物排放多等,不利于可持续发展。
智能化汽车零件精密锻造生产线的生产工艺及控制流程是一个集成了现代测控技术、自动化技术和智能化技术的复杂系统。首先,从原材料的准备开始,通过预处理确保金属材料的初始状态满足锻造要求。随后,金属材料经过精确控制加热温度和保温时间,实现均匀加热和充分奥氏体化,为后续的锻造过程奠定良好的基础。在锻造环节,根据零件的形状和尺寸要求,选择合适的锻造工艺和模具,确保金属材料的流动和变形符合设计要求。同时,通过精确控制锻造温度和速度,实现金属材料的均匀变形和充分致密化,获得高质量的锻件。锻造完成后,进入热处理、精整和检测阶段。在这一阶段,精确控制热处理工艺参数,确保零件的组织和性能达到最佳状态。同时,采用先进的检测设备和在线监测系统,对零件的尺寸、形状和性能进行全面测,确保零件的质量符合标准要求。
在整个生产工艺过程中,智能化系统通过PLC控制系统实现各设备的协同作业和精准控制。此外,通过工业大数据分析,对生产过程中的各项参数进行实时监测和分析,及时发现并处理潜在问题,确保生产过程的稳定性和可控性。基于工艺特征与生产产品目标需求,智能化汽车零件精密锻造生产线控制流程图见图2。
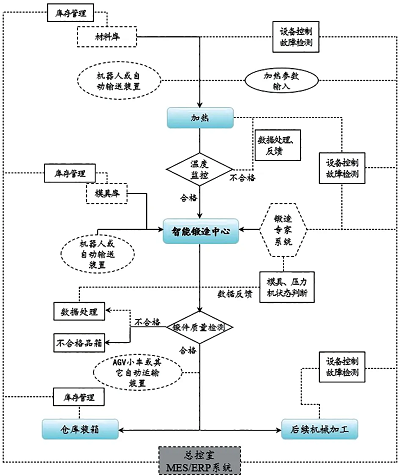
图2 智能化精密锻造生产线控制流程
压力机的刚度分析及优化设计
研究背景
高精度压力机的研发是一项系统工程,其中机床结构自身的刚度则对压力机精度起到了基础性的作用,刚度较大的压力机在生产线工作时受载变形量较小,机身精度较高,可以提升生产加工效率和质量,能提高智能锻造生产线数据反馈的稳定性和精确性。锻压机床的典型负载为静力及随加工零件、工艺不同而改变的动力冲击负载,如何维持机床结构在复杂工况下的高刚度性能是高精度机床结构设计中的重要问题。然而。现有的压力机机床设计理论方法很少考虑复杂工况对结构设计的综合影响,往往只以静态刚度为目标进行结构的数值分析与设计,这种粗放的设计流程直接导致设计方案在实际使用中可能存在刚度不足或材料浪费。因此需要针对压力机机身支撑结构材料分布问题展开具体的研究,以锻造压力机为研究对象,分析研究提高压力机机身结构刚度和工作状态下精度的方法与思路,探索机身结构在不同工况下的优化设计方法。
压力机机身结构性能分析
压力机主要由机身、工作台、传动结构、离合器、制动器等构件组成。锻造过程中压力机的负载属于短时冲击载荷,空程时电动机带动飞轮加速旋转储存能量,工作时飞轮减速释放能量形成锻造所需的锻造力。机身作为锻造压力机的主要承载构件也是最大的构件,其质量约占整机的60%以上,需要承载压力机在工作状态下产生的全部变形力,同时需保证滑块的运行精度,对于整机的性能至关重要。合理配置压力机机身的质量与结构,提高机身刚度和工作精度,减小机身变形位移,增加压力机的使用寿命成为压力机结构优化设计的关键。
压力机机身为闭式整体机身,装配方便,具有良好的吸振性,比较适合大批量生产,该机身主要由4大结构组成左右两侧壁支撑结构、上横梁、下底座及工作台。分析机身的应力和变形时,采用公称压力为2500kN作为机身外载荷。压力机在工作状态下,机身主要承受两个载荷,其大小相等、方向相反,一个是作用在曲轴支撑孔上、方向竖直向上的点载荷,另一个是作用在工作台、方向向下的均布载荷。
将最大公称压力2500kN作为机身工作状态下的负载,利用曲轴支撑孔受力接触面与孔的空间节点耦合,通过向空间节点施加载荷的方式模拟机身曲轴孔受力。压力机在工作时产生的力大部分由机身承载,因此机身会产生一定的变形,机身曲轴支撑孔与工作台之间的相对位移会导致模具受损甚至影响产品精度,将其作为机身优劣的判断标准。根据建立的模型及参数设置,利用Abaqus软件的StaticStructural模块对压力机机身进行整体静力学分析。压力机在工作状态下,机身受到的应力左右对称,曲轴支撑孔、机身内侧板以及前板存在应力集中现象,机身受到的最大等效应力为85.32MPa。机身是主要承载结构,因负载将导致弹性形变,机身方孔及上部区域都有发生变形,曲轴支撑孔处和机身前支撑板上端是机身整体变形位移最大处,最大整体位移达0.5702mm,对机身的刚度影响较大。
考虑能否引起机身共振,对外部激振源进行分析。本文压力机所使用的电机为四极三相异步电机,其额定转速为1000r/min,因此电机的工作频率小于16.67Hz。压力机滑块的行程次数是每分钟32次,所以压力机的实际工作频率为0.53Hz。由仿真分析可知,压力机机身的一阶固有频率约为22.21Hz,机身低阶固有频率远大于外部激振源频率,不会发生共振现象。因为外部激振源频率与机身低阶固有频率差距较大,因此在机身结构优化时,可适当忽略模态共振对于机身性能的影响。
基于拓扑优化的机身静力结构刚度优化设计
采用变密度拓扑优化方法,规划应力波在结构内的传播路径,结合最优准则和数学归纳法,在概念构型设计阶段找到所需的最佳质量分布。对材料进行重新分配,进而得到符合设计需要的模型结构。变密度拓扑优化通过材料密度可变的原则,删去对结构刚度影响较小的单元材料实现结构优化求解,在优化过程中将密度为1的材料保存,密度为0的材料删去,最终形成优化结构。
为了提高压力机机身的结构刚度,改善模型动态特性,将机身两侧壁空间补充至实体,作为拓扑优化设计域,以最小柔度设为优化目标函数,同时设置体积分数为约束条件,以保证优化后模型的结构体积与优化前模型结构体积保持一致,建立拓扑优化的数学表达式。设置迭代次数为100次,对机身设计域进行结构优化。拓扑优化结构的材料分布与机身结构内部应力波传播路径大致相同,两侧壁内侧板区域材料分布较密集,该区域受力较大:两处曲轴支撑孔主要保留孔下侧材料,孔上方连接处也有少量分布:方孔竖直两侧的材料分布较多,上下两处有横梁结构存在。
利用响应面和粒子群算法结果得到的最优解对应的变量值在SolidWorks中进行参数化建模。将三维模型导入Abaqus软件进行静态结构分析,获得优化后机身结构的等效应力云图和整体位移图(图3),优化后的机身结构最大等效应力降为82.09MPa,机身整体最大位移量减小到0.2672mm,与原压力机机身结构相比皆有改善。
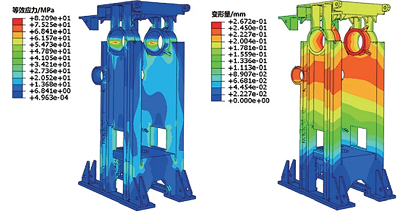
图3 优化后机身结构有限元分析
根据有限元分析结果,在后处理的历程输出中提取在工作状态下优化后压力机机身曲轴支撑孔与工作台表面之间的最大相对位移量。对比粒子群优化得到机身最大相对位移量与Abaqus有限元分析数据可知,两者数值相差1.1%,证明响应面设计结合粒子群优化结果是可靠的。对结构优化后的机身模型进行模态分析,机身低阶固有频率数值较激振源频率大,不会引起共振现象,设计合理。
基于HCA方法的机身动力结构刚度优化设计
压力机机身体积较大,在真实工况下受到的负载情况十分复杂,对三维实体机身模型进行非线性拓扑优化会因为过于庞大的节点阵给计算引入较大的累计误差,导致计算结果与真实值偏差巨大,计算精度低:同时传统的HCA算法对于复杂的三维实体网格模型的计算求解和处理非线性问题较为困难,因此在基于HCA冲击动力学对压力机机身进行结构优化的流程中,我们把复杂3D结构改造为2D力学模型(即壳单元模型),利用HCA算法对机身模型进行快速概念启发,之后在尺寸优化时再还原到3D结构。
设置机身壳模型分析参数,对壳模型进行显示动力学分析。壳模型应力主要分布在曲轴支撑孔和方孔两侧,机身最大应力为54.78MPa.壳模型方孔上端都有发生变形,曲轴支撑孔上端和机身前侧上端区域是机身变形位移较大处,整体最大位移为0.4787mm,大致趋势与实体模型分析结果类似。
为获得机身壳模型的最优拓扑概念构型,我们利用共用节点确定元胞的相邻元胞,同时借助HCA算法通过设定元胞的密度、厚度等变化来实现模型优化设计区域结构的拓扑优化、尺寸优化等。元胞局部应变能较大,需要减小单元厚度,元胞局部应变能较小,需要增加厚度。
拓扑优化概念构型
将壳模型两侧壁单元最大厚度设为195mm,即每个单元体积为(30×30×195)mm的3次方,为使计算更好地收敛,我们将单元最小厚度设为8mm,设定设计域结构单元平均厚度为67.86mm,使优化后的机身设计域结构体积与原模型设计域结构体积保持一致。HCA算法对机身壳模型进行拓扑优化时元胞与有限元模型单元是—一对应的,提取元胞应变能密度,计算单元的厚度增量,当单元厚度取值接近最小值时代表此处为无材料区域,当单元厚度大于最小值时代表此处为有厚度区域,当所有单元的应变能密度平均值越接近目标应变能密度,证明此时机身刚度达到最佳。
由机身壳模型的最优拓扑概念构型发现。单元厚度接近设置的最小厚度8mm的区域呈现蓝色,厚度接近195mm的实体单元呈现红色。中间厚度部分呈现其他颜色,实体的网格单元所形成的结构区域层次清晰可见,可以为后续机身支撑结构规整优化提供参考。因此可以得出结论:机身在瞬态冲击力作用下,结构的材料分布较为密集处基本位于方孔两侧和曲轴支撑孔两侧,少量分布在方孔上侧及机身两侧壁两端.通过HCA算法和Abaqus耦合计算得到的机身壳模型拓扑概念构型,代表着设计结构的传力路径。
借助机身壳模型的拓扑优化概念构型,以及机身结构的应力分布,我们将机身还原为三维实体模型进行如图4所示的结构改造,在机身方孔和曲轴支撑孔两侧材料分布最为密集之处依照最优拓扑构型设置宽度为P2和P3的支撑筋:在机身设计区域两侧和方孔上端设置宽度为P1的支撑筋,设计域前后侧面设置板厚为P4。对比优化后在Abaqus软件中获得的压力机机身最大相对位移量与粒子群优化得到的目标函数值可知,两者相差0.58%.几乎没有多少差距,证明响应面结合粒子群优化获得的设计变量参数数值是可靠的。
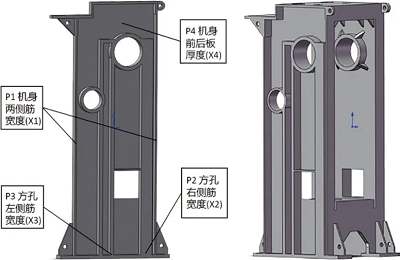
图4 机身参数化模型
对结构优化后的机身模型进行模态分析,结合压力机外部激振源频率和优化后机身结构低阶固有频率可知,机身低阶固有频率数值较激振源频率大,不会引起共振现象,设计合理。
树脂实体模型试验验证
利用SLA光固化打印技术将两个压力机机身模型同比例缩小1/10,使用8828高强度树脂材料,并设置相同的打印参数打印出优化前后的压力机机身结构树脂模型,对两个实体模型进行受力分析。通过万能电子试验机对结构优化前后的两个压力机机身模型进行与仿真载荷方向设置相同的拉伸试验,具体夹持方式与拉伸方向见图5。
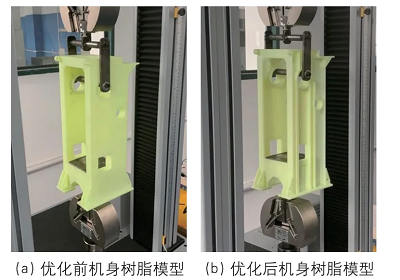
图5 机身实体模型受力分析
将电子万能试验机的拉伸速度设置为0.5mm/min,分别对两个机身模型施加从小到大的力,通过传感器实时记录机身模型受力大小和变形量情况。在拉力为0.5KN前的阶段,机身处于未拉紧状态,当拉力超过0.5KN,随着拉力的逐渐增加,机身逐渐发生变形位移。当两个模型受到相同的拉力时,优化后机身模型的变形位移量要略小于优化前的机身模型,证明机身结构优化方案是正确的,机身刚度的确得到了提高。当力增加到3kN时,优化后模型整体变形量为1.145mm,优化前模型整体变形量为1.299mm。
将数值分析结果与实体试验结果对比研究,验证数值仿真结果的有效性。最后,通过对比不同材料的机身结构优化结果,验证了真实材料下机身结构优化方案的正确性与有效性,为类似锻压设备的高刚度结构设计提供了参考。
典型件精密锻造成形工艺与设备参数
关系研究
锻造成形工艺设计和研究是锻造生产线的基础工作,也是智能化锻造系统建立的重要组成部分。项目以汽车万向节钟形罩、涡旋压缩机静/动盘等典型零件为产品对象,对目前精密锻造成形工艺存在的问题展开研究,进行智能化锻造生产线的开发和建设。
汽车涡旋压缩机静盘精密锻造成形工艺
静涡旋盘技术要求材料为6061铝合金,批量为10万件/年,未知尺寸公差为±0.2mm,未注公差按GB/T1184-K,锻件正火处理,硬度≥120HBW,锻件各处不允许有气孔、缺料、飞边、拉伤、裂纹等缺陷,通过计算,静盘的体积为12235.475mm的3次方,质量为0.1461kg。
(1)工艺流程。
汽车涡旋压缩机静盘工艺路线:制坯→加热→热模锻→冷精整→锻件检验。通过计算确定锻件的尺寸,每个工步坯料的尺寸,再计算分析锻件成形过程发生的变形程度和所需要的挤压应力,通过这些数值选择压力机吨位,优化成形工艺。
变形程度和挤压比通过公式εp=[(A0-A1)/A0]×100%(断面收缩率),G=1/(1-εA)(挤压比)计算,工艺中正挤压工艺、镦粗工艺和反挤压三道工艺进行变形程度。通过计算此工艺符合要求。
毛坯尺寸。钟形罩的类型可以根据沿轴线截面变化较大的长轴类锻件的计算原则来确定坯料的直径,通过公式d=(4V/π1)1/2计算确定毛坯直径d=103mm,长度I=55mm,质量m=3.1kg。
单位挤压力P=α(HV)"(InεF)"=532MPa<2500MPa,满足要求。
压力机吨位F=cPA。挤压成形设备吨位为88×10kN.反挤压成形设备吨位为2.7×10的3次方kN,因此,挤压成形可选1000吨的压力机,温反挤可选400吨的压力机。
模膛尺寸计算。凹模型腔尺寸D=D公称+D公称α坯t坯-D公称α模t模-△D弹=110mm,凸模直径d=d公称+d公称α坯t坯-d公称α模t模+△d弹=103mm。
(2)成形过程模拟。
用Deform-3D软件进行模拟,模拟相关参数设置:材料为6061铝合金:凸模工作速度为10mm/s:背压力为50kN;坯料温度为430℃:模具温度为320℃,摩擦因子为0.3,坯料网格数为60000,步长为0.1mm。
温挤压时,坯料在凸模的压力下,毛坯向下移动,受到挤压力,上模持续推进,坯料在凹模的限制下,受到垂直圆心轴向的挤压力,毛坯对下模腔进行填充。受压状态下的圆柱下端向下方和两侧流动填充静盘模腔,速率开始降低。
无背压时,起初毛坯只与凸模部分接触,产生应力集中现象,主应力较大,随凸模向下挤压,两模具之间的金属越来越少;有背压时,起初预成形件先与凹模接触部分产生较大作用力,随着凸模的不断推进,毛坯与上模接触点应力最大,预成形件与静盘接触位置应力较大,凸模继续推进,模腔开始充满。有背压时应力分布更加均匀且更小。
无背压时凸模能承受的最大载荷为5.32×10的3次方kN,有背压时凸模能承受最大载荷约为3.29×10的3次方kN,有背压时所受到的成形载荷更小,同时有背压比无背压时静盘成形质量更好,因此,静盘成形时宜采用带背压的工艺方案。
锻件最大应力集中分布在涡旋盘底盘直径外缘部分,其次是涡旋根部,因向涡旋部分流动。采用背压成形工艺,毛坯在模腔里受到上、下、侧面挤压力,毛坯塑性变形能力显著提升,产品质量得到优化。无背压情况下,毛坯不能正确成形锻件,金属流动极不均匀,且端面很不平整。有背压情况下,锻件端面平整,成形状况较好。
(3) 模具设计及优化。模具结构如图6所示,背压设计如图7所示,凸模设计如图8所示,凹模设计如图9所示。
(4)静盘产品。
将上述汽车涡旋压缩机静盘热模锻成形的研究成果应用于实际生产中,图10为静盘产品实物,产品满足技术要求。
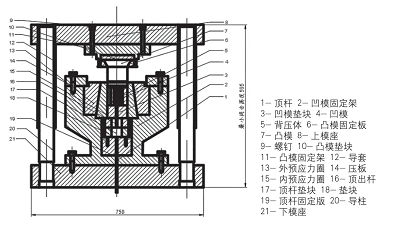
图6 模具结构图
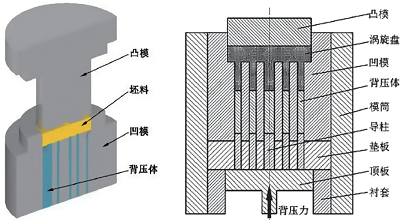
图7 背压成形的剖视图
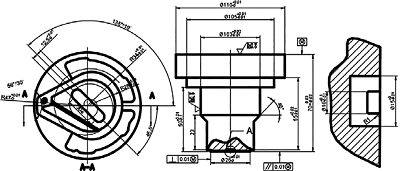
图8 凸模结构图
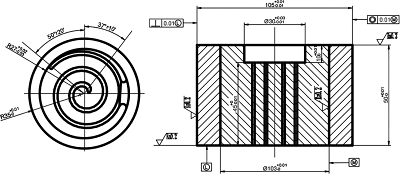
图9 凹模结构图
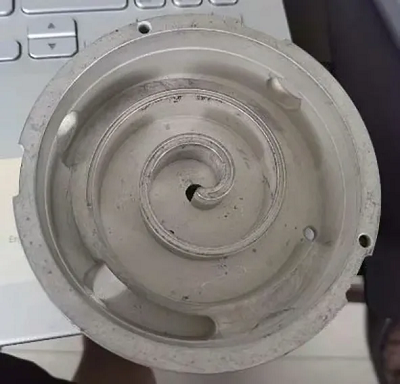
图10 汽车涡旋压缩机静盘
汽车涡旋压缩机动盘精密锻造成形工艺
与汽车涡旋压缩机静盘类似的方法对动盘精密锻造成形工艺技术进行研究。采用温精锻锻造汽车涡旋压缩机动盘,与静盘成形工艺类似,动盘加工工艺路线为制坯→加热→热模锻→冷精整→锻件检验。
通过工艺计算,可得毛坯直径为90mm,长度为40mm:变形力为2461.99KN,压力机吨位为911.89KN,可选吨位为1000吨锻压机。
根据上述信息进行成形过程模拟。首先,用Deform-3D软件进行模拟。模拟相关参数设置:坯料温度为250℃,环境温度为20℃,与空气对流散热系数为0.02N/(s·mm·℃),与模具对流系数为0.02N/(s·mm·℃),模拟总步数为100步,相应的每步0.2s,工件材料为6061铝合金,采用四面体网络划分33721个网格,摩擦系数为0.25,挤压速度为10mm·s的-1次方。
利用仿真软件模拟成形过程:随着金属不断发生塑性变形,工件的应力值由下而上逐步增大,工件涡旋上面部分承受最大应力(643MPa)。无背压情况下毛坯不能正确成形锻件,金属流动极不均匀,且端面很不平整。有背压情况下,锻件端面平整,成形状况较好。涡旋体的上部经历了极大的变形,最终均匀成形,下部变形一直比较平稳均匀。工件在挤压过程中产生不均匀流动,涡旋体部分的速度场明显大于环状凸起部分,且涡旋体部分在最终位置的最大高度差相差很大。
根据仿真结果开展模具设计,具体分为凸模设计、凹模设计(图11)及模具装配(图12)。凹模内壁承受的单位应力很高,因此采用两层组合凹模的方法。组合凹模材料选用45号钢,可以显著提高凹模承载能力,防止模具纵向开裂。
将上述汽车涡旋压缩机动盘热模锻成形的研究成果应用于实际生产中,图13为动盘产品实物,经检验产品满足技术要求。
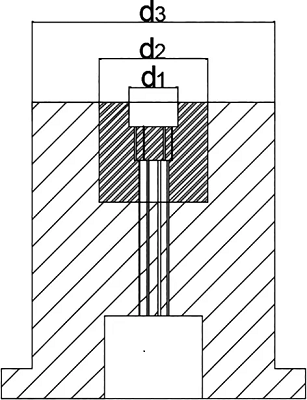
图11 组合凹模图
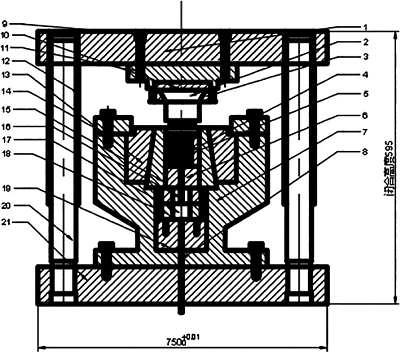
图12 模具装配图

图13 汽车涡旋压缩机动盘
汽车万向节钟形罩精密锻造成形工艺
汽车万向节钟形罩技术要求锻造材料为40Cr;锻造后的零件硬度为180~235HBW,金属流线应符合锻件外形,不允许有切断现象,锻件各处不允许有夹层、折叠、裂纹、过热等缺陷,锻件晶粒度≥6级,要求每年产量10万件。
(1)工艺流程。
采用温精锻锻造钟形罩,具体工艺流程制坯→正挤压→镦粗→反挤压→热处理(正火)→冷精整→锻件检验。
(2)工艺计算。
通过计算确定毛坯长度为140mm,直径为59mm,质量为3.1kg,正挤压杆部单位挤压力为1692.8MPa小于2500MPa,反挤压阶段凹模单位挤压力为1440MPa,小于2500MPa,均满足要求。挤压成形设备吨位=8.8×10的3次方kN,反挤压成形设备F=2.7×10的3次方kN,因此,挤压成形可选1000吨的压力机,反挤可选400吨压力机。
(3)成形过程模拟。
利用Deform-3D软件对万向节钟形罩锻造成形过程进行数值模拟分析。正挤压阶段,金属坯料在凸模的轴向压力下,一直向下流动直至填满模具。反挤压阶段,成形初期坯料在上模的轴向压力下向下流动。毛坯边缘的金属向两侧扩散,由于凹模的作用,毛坯中间金属向下流动,随着凸模压下量增加,毛坯两边的金属继续向下流动,且流速较快:随着凸模下压.杯部金属向上流动,且向上的流速比底部向下流速快,大致成形后,锻件边缘的金属向外流动,内部金属有向下流动的趋势。
成形过程中一步挤压需要巨大的挤压应力,模具和压力机无法承受,还会产生较多的飞边,浪费材料与实际生产零件的要求不符,所以对工艺进行优化,增加一步初挤压,降低挤压应力,节约材料。优化后模拟结果显示钟形罩内部金属流线规则,模具应力满足要求,因此符合工艺、符合设计要求。
(4)模具设计。
钟形罩挤压成形需要四套模具,各挤压步骤模具结构除凸凹模外基本相同。反挤压是保证零件的尺寸精度和表面粗糙度的关键,挤压时模具要承受一定的高压,所以对反挤压模具要求较高,设计图如图14所示。
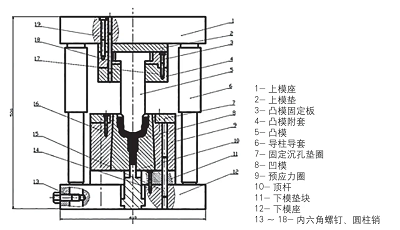
图14 反挤压模具设计
成形工艺研究小结
项目以汽车万向节钟形罩、涡旋压缩机静/动盘等典型零件为产品对象,对目前精密锻造成形工艺存在的技术问题展开研究,主要内容如下。
⑴对汽车万向节钟形罩进行热模锻模拟分析,结果显示钟形罩底部杆状结构挤压时会出现模具模膛填充不完整、表面有缺陷的问题,可通过调整毛坯的尺寸、增加毛坯修边余量进行优化;应力分布模拟结果显示,一步挤压时杆状结构应力过大,可能损坏模具和压力机,通过在对坯料进行正挤压前增加一步初挤压工艺,可降低单位挤压力,再通过最大载荷校核单位挤压力和压力机吨位;根据优化后的成形工艺,完成结构合理、尺寸明确具有预应力组合凹模结构的精锻模具设计。
⑵对汽车涡旋压缩机静盘进行热模锻模拟分析,通过多次模拟选择最为合适的模具尺寸,提高模具使用寿命;另外,模拟结果发现有背压比无背压情况下的静盘成形质量更好,因此设计静盘成形工艺时采用带背压的方案;根据优化后的成形工艺,完成结构合理、尺寸明确具有预应力组合凹模结构的模具设计;通过最大载荷校核单位挤压力和压力机吨位。
⑶对汽车涡旋压缩机动盘进行热模锻模拟分析,结果显示动盘涡旋体的上部分承受着最大应力和应变;根据优化后的成形工艺,完成结构合理、尺寸明确具有预应力组合凹模结构的模具设计;通过最大载荷校核单位挤压力和压力机吨位。
联系人:
手机:13858567059
电话:13858567059
Email:382784062@qq.com
地址:浙江省绍兴市嵊州市仙岩镇仙岩村
 销售经理
销售经理